張經(jīng)理:
陳經(jīng)理:
葉經(jīng)理:
王經(jīng)理:
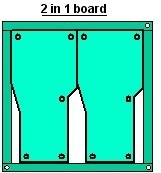
| 2 in 1 board |
錫膏印刷(秒) |
快速機一(秒) |
快速機二(秒) |
慢速機(秒) |
瓶頸時間(秒) |
每小時產(chǎn)出 |
| Top |
38 |
26 |
26 |
10 |
38 |
188片 |
| Bottom |
40 |
34 |
35 |
24 |
40 |
180片 |
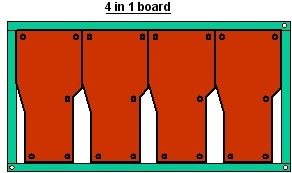
| 4 in 1 board |
錫膏印刷(秒) |
快速機一(秒) |
快速機二(秒) |
慢速機(秒) |
瓶頸時間(秒) |
每小時產(chǎn)出 |
| Top |
38 |
52 |
52 |
20 |
52 |
276片 |
| Bottom |
40 |
68 |
70 |
48 |
70 |
204片 |
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產(chǎn) | PCBA代工代料